

想了解我们的H型钢_【合金管】实力雄厚品质保障产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
以下是:H型钢_【合金管】实力雄厚品质保障的图文介绍

外观质量
Q345B角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
化学成分
(1)成分指标:角钢的化学成分属一般结构用轧制钢材系列,主要验证指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%。
(2)检验方法:检测上述化学成分时,常用的标准检验方法有GB223、JISG1211—1215、BS1837、BS手册19、ГОСТ22536等。
规格标准
GB/T2101-2008(型钢验收、包装、标志及质量证明书的一般规定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(热轧等边/不等边角钢尺寸、外形、重量及允许偏差);JISG3192-94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100-80(普通结构钢质量标准);ГОСТ535-88(普通碳素型钢技术条件)。
根据上述标准的规定,Q345B角钢应成捆交货、其捆扎道次、同捆长度等应符合规定。角钢一般属裸装交货,运输和储存均需要注意防潮。
机械性能
(1)检验方法:
①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。
(2)性能指标:考核角钢性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
Q345B角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
化学成分
(1)成分指标:角钢的化学成分属一般结构用轧制钢材系列,主要验证指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%。
(2)检验方法:检测上述化学成分时,常用的标准检验方法有GB223、JISG1211—1215、BS1837、BS手册19、ГОСТ22536等。
规格标准
GB/T2101-2008(型钢验收、包装、标志及质量证明书的一般规定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(热轧等边/不等边角钢尺寸、外形、重量及允许偏差);JISG3192-94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100-80(普通结构钢质量标准);ГОСТ535-88(普通碳素型钢技术条件)。
根据上述标准的规定,Q345B角钢应成捆交货、其捆扎道次、同捆长度等应符合规定。角钢一般属裸装交货,运输和储存均需要注意防潮。
机械性能
(1)检验方法:
①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。
(2)性能指标:考核角钢性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。


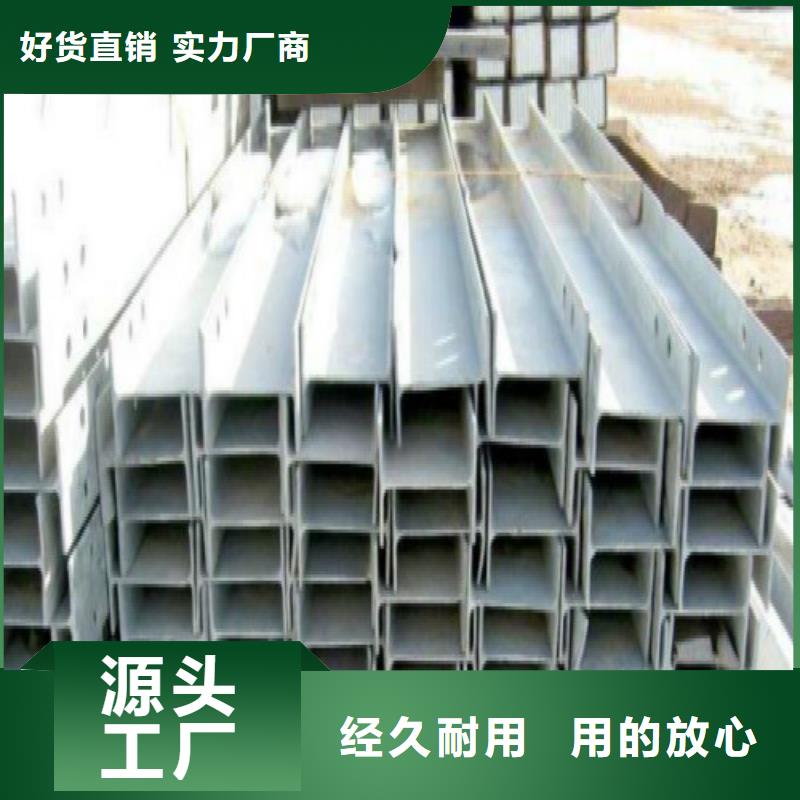
保证不耽误客户的正常使用,常年库存五千吨以上、欢迎新老顾客来电洽谈业务。常备材质:Q235A/Q235B/Q235C/Q235D/Q235E/Q345B/Q345C/Q345D/Q345E(16mn)/Q390/Q420B等。主营产品有:H型钢,工字钢,槽钢,扁钢,角钢,方钢,钢轨,冷弯型钢及其他型材。先后成为莱钢,津西,日照,邯钢,宣钢,莱钢,津西,马钢,新泰,日照钢铁等钢厂的一级代理商。并与包钢,东四,宝德,济钢,安钢,通钢,等钢厂保持着长期,良好,稳定的合作关系,从而保证了我公司充足的货源,齐全的品种,优势的价格,使我公司在激烈的市场竞争中独领风骚! 高频焊接薄壁H型钢在我国是使用非常广泛的型材,它通常被应用于钢结构建筑中。在建造过程中,它能发挥不同于其他钢材的作用。比如说增加建筑的有效使用空间、加强建筑的抗震能力等。高频焊接薄壁H型钢之所以能产生这样的效果,主要是由于它的生产工艺。
高频焊接薄壁H型钢主要是使用高频电流所产生的集肤效应和邻近效应来将材料的局部地区加热融合。在焊接过程中,要先使它的上下两个翼板都弯曲,让它们与腹板之间能够形成一个V形的角。这样做能够充分的利用高频电流的这两个效应促使焊接更加迅速、便利。
在焊接过程中,高频电流是通过电极触头向待焊接的物体传送电流,电流通过导体后会形成高频电流往复回路。离顶点越近,导体之间的距离就越短,邻近效应也就越强力,边缘温度也会随之升高,甚至可以达到金属的熔点,并且在会合处形成液体过梁。
因为高频电流的密度非常大,过梁承受的温度将会非常高,当它内部所产生的金属蒸汽的压力超过它的梁表面的张力时,蒸汽会变成金属花飞溅。随着生产过程的推进,工件在经过挤压辊之后,那些细小的火花也会变为液态金属和氧化物,剩下的材料则在固态下紧紧地连接在一起,通过塑性变形被紧紧地焊接在一起成为焊缝。
自从国外引进靠前条高频焊H型钢生产线后,国产高频焊H型钢引起了 建设,科技部等部门的高度重视,先后被列为 建设部科技成果重点推广项目, 住宅与居住环境工程中心推广应用项目和 重点新产品。 建设部还专门为国产高频焊接轻型H型钢颁布了 建筑工业行业标准。自此,这一国产的新型建筑钢材在建筑领域的市场占有率不断提高。
高频焊接薄壁H型钢主要是使用高频电流所产生的集肤效应和邻近效应来将材料的局部地区加热融合。在焊接过程中,要先使它的上下两个翼板都弯曲,让它们与腹板之间能够形成一个V形的角。这样做能够充分的利用高频电流的这两个效应促使焊接更加迅速、便利。
在焊接过程中,高频电流是通过电极触头向待焊接的物体传送电流,电流通过导体后会形成高频电流往复回路。离顶点越近,导体之间的距离就越短,邻近效应也就越强力,边缘温度也会随之升高,甚至可以达到金属的熔点,并且在会合处形成液体过梁。
因为高频电流的密度非常大,过梁承受的温度将会非常高,当它内部所产生的金属蒸汽的压力超过它的梁表面的张力时,蒸汽会变成金属花飞溅。随着生产过程的推进,工件在经过挤压辊之后,那些细小的火花也会变为液态金属和氧化物,剩下的材料则在固态下紧紧地连接在一起,通过塑性变形被紧紧地焊接在一起成为焊缝。
自从国外引进靠前条高频焊H型钢生产线后,国产高频焊H型钢引起了 建设,科技部等部门的高度重视,先后被列为 建设部科技成果重点推广项目, 住宅与居住环境工程中心推广应用项目和 重点新产品。 建设部还专门为国产高频焊接轻型H型钢颁布了 建筑工业行业标准。自此,这一国产的新型建筑钢材在建筑领域的市场占有率不断提高。



宿迁万弗莱钢有限公司致力于向客户提供满足其需求的 黑方管, 以及售后服务和解决方案,为客户创造长期价值。 以企业“重信用,守合同,保证质量”为核心宗旨目标;并与多家 黑方管品牌商建立了长期稳定的关系;不断升级、创新;不断提升公司的技术平台实力来满足日益增长的市场需求,以便更优的带动公司内部运营效率,为企业提供服务。


H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下,这样就需要在 机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品 轧机,又叫 精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。用 轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变 轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。 轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。 轧机轧制H型钢的 点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一 孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来极大的方便。


